
Chapter 2.7 - Rebuilding the Stop Action Primaries
First all the individual pieces of wood in each unit-block primary are numbered so they can be put back together correctly. The old gaskets are torn off, and the remnants and the glue are washed off with a damp "scrunge". I don't want to use the sander, and the original face-to-face dimension has to be preserved so that the reassembled blocks can be gasketed together again.
The blocks are broken apart at the joint with the pouch surface, using the edge of a sharp knife and a hammer, as a froe. Just like any glued unit block, like an Ampico. Some of the pieces that formed the side if the pouch area also came undone from the valve side. These breaks are mended with hot glue. These are the only valves in the organ which use modern, fully threaded stem wires with smooth ends guided from above the valve. A punching of thin cowhide, glued to the underside of the pouch, instead of a flat leather nut, is used to form the threaded part of the pouch. It is impossible to locate the hole ahead of time, in the center of the pouch, properly aligned with the valve centerline. So the pouch is laid unpunched. A 1/16" drill in a pin vice, wrapped with tape so as to fit snugly in the center of the valve holes, is used to make the hole. Then the hole is "tapped" with a piece of stem wire, to make attachment of the real valve stem easy later.
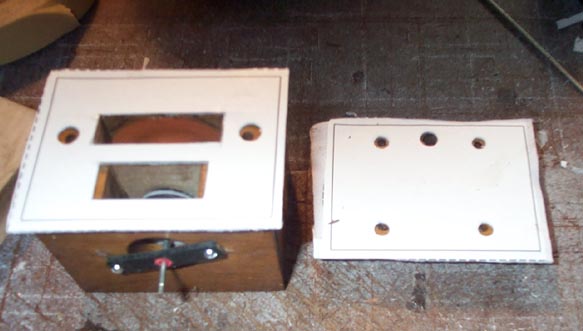
Many of the original green celluloid bleeds had been reamed out, to make up for leaks in the old tubing. In those cases, the old bleed had to be scraped off, and a new one inserted, as shown below. A piece of piano wire (I forget what size) that fit the holes in the surviving bleeds, ground to a flat point, reamed the new bleeds to the right size. The old wooden valve wire guide bars were missing or cracked, so I replaced them with new ones; OSI #1520.54. Their hole spacing is different, so the old screw holes are being plugged with the toothpicks and glue, in the right photo.


These disc valves, like all the others in the organ, do not use leather nuts to fix them to the stem wire. Aeolian screwed the wires directly into the valves, using a composite of thin cowhide, strong enough to grip the threads, and a layer of goatskin for the seat surface. I found that a composite of Leather Supply House thin flap valve leather, and medium goatskin matched the originals. The hair side of the flap valve leather is sanded to remove the varnish.

Then the backup discs are glued on. All the original backup discs were made of hard red German pressboard. Some had warped, and it would be difficult to remove the old leather anyway. New 11/16" x 1/8" x 1/32" vulcanized fiber washers, from Superior Washer, were glued on the back side of the composite. The three big ones (7/8") are for the single larger primary which vents the keyboard.
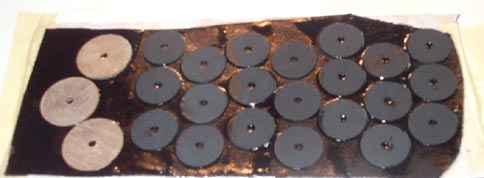
The valve discs are punched out; with the backup discs going right through the punch, assuring concentricity.

The pilot hole for the threaded wire is punched in the center of the disc. Two pieces of "hobby shop" brass tubing; 1/8" OD and 3/32" OD are nested and cut off. A piece of 0.06 steel wire with the end ground flat, is used as a punch. This does not just poke a hole. Pounding this into the end grain of hardwood or stiff rubber produces the "shear-punching" effect, where the fibers of the wood act like the female die of a true punch. The end of the 1/8" tubing, not clearly shown in the picture, fits into the 1/8" hole in the backup disc, insuring that the hole is in the center of the area not covered by the backup disc. Mounting the punch assembly in a block of wood drilled 1/8" through, holds the punch perfectly vertical. The result is a neat, round hole in the very center of the valve. Then this hole is "tapped" by screwing the disc onto a piece of stem wire, held plumb to the plane of the disc.

These pictures are not very clear, being so close. The smooth end of the new stem wire is pushed in from the inside, and new discs are dropped in and speared by the wire. The discs turn easily on the threads, so one only has to push either disc against its seat, which holds it from turning while the wire is twisted. By either pushing or pulling while turning, the discs are engaged with the threaded portion of the wire, and correctly positioned along its length. End up with about 1/8" valve gap.


Cut the wire to the correct length; just below the plane of the pouch board when the valve is open. The block joint is then glued and partly put together. Grasping the protruding smooth end of the stem wire with a pliers, thread it into the hole in the pouch. Then the joint is tapped fully closed. Also hammer the front and back faces of the block, so that the two halves of the block are lined up on the gasket faces. Then final adjustments can be made if needed, by either screwing the wire in or out of the pouch to get the correct dip, or holding the wire still and turning the valves with the fingertip.

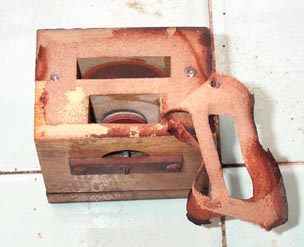
The one 7/8" primary was too big to be operated by a reasonable sized pouch, so a tiny pulldown was used instead. The original was covered with thin silk pneumatic cloth. But I was not about to buy a whole yard of "Schultz Cloth" for just one item, so I used thin pouch leather instead.

Each unit can be initially tested by blowing into the supply slot, and opening or closing the actuating tube hole with the finger. After the glue dried, a preliminary check on the organ stop chests showed lots of leakage from the sides, through the joints and end grain seepage. So the completed units were given a couple of coats of thick orange shellac, just like Ampico unit blocks. Gaskets made from thin skiver for the lids, are prepared using the sticky-paper drawing method, as described before. The uneven surface of the stop chest fronts required a thicker, softer gasket, so valve Cambretta was used there.