
Chapter 9.4 Preparing The Roll Motor Machinery
The mechanical parts have the old bushings drilled out. Since the thinnest modern bushing cloth is 0.041" thick, thicker than the original, the smaller holes are reamed out 1/64" larger than the original drilling. I wish someone still made 0.030" bushing cloth, as was used on many old players. The parts are cleaned up by saturating them with gasoline (lighter fluid) which dissolves the grease and grime, and then dusted with fuller's earth. This super absorbent draws out the solution of grease and solvent, leaving the wood almost as clean as new. Apart from aesthetics, this had to be done to remove oil that someone had put on the bushings in the past. Has any rebuilder actually ever found a roll motor that has not been oiled, in spite of the warnings against it, often posted right on the motor?
The rotating parts are rebushed. To measure the width to tear the cloth, make a long tapered piece. Pull it through the hole until it stops, and forms a proper cylindrical shape lining the hole. Mark the spot on the triangle where this happens, and use the marked triangle to nick the cloth at the correct width for tearing. This motor has five different size bushed holes!

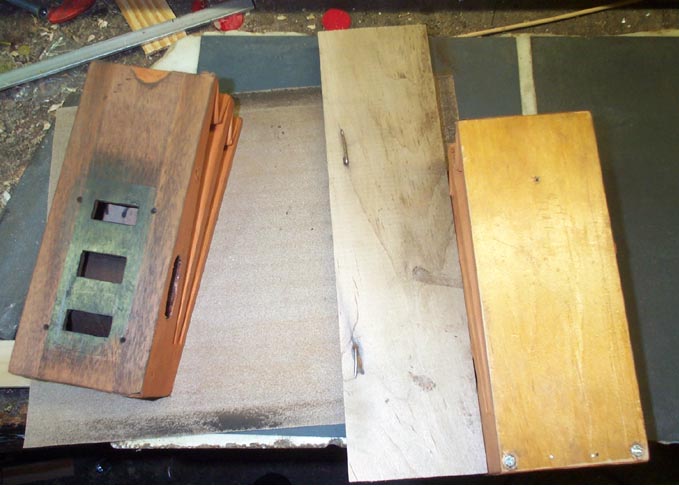
Now comes the time to make the mating surfaces of
the valve system perfectly flat. I have a special sanding block reserved
for this. It is made from an old piece of marble, but a scrap of
plate glass works as well, as long as it is flat and rigid. I use
wet-and-dry sandpaper, because it cam be cleared of accumulated dust with
a damp cloth; one piece of very fine, and another piece of ultra fine.
Making sure the back of the paper and the marble surface is very clean,
spray both surfaces with a light coat of 3M Spray Mount aerosol adhesive.
While still damp, this works like contact cement and holds the paper flat
on the marble. After it is dry, scrub over the sandpaper with a scrap
of hardwood. Any high spot caused by a dust particle trapped under
the paper, will show up as a white spot. This can be cut out with
the tip of a snap knife, leaving a perfectly flat sanding surface.
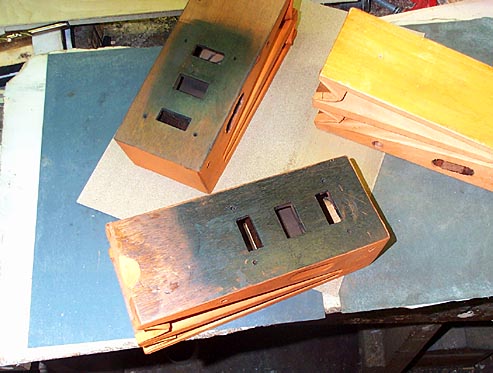
The valves have their old cloth backing removed,
and are sanded flat by gently rubbing them on the sanding block.
It is easy to see when true flatness is achieved, by observing when new
wood shows over the entire area being sanded. The one on the right
still shows some of the old graphited surface; it isn't ready yet.
The one on the left is done.

Likewise the valve surface on the pneumatic must be sanded flat. The old wood had become very slightly bowed through warpage; unluckily the bow was inward. It would have taken days to sand the entire block flat using the fine paper on the sanding block. So a piece of coarse sandpaper was used to sand back the sides, top, and bottom, where the valve doesn't slide. A strip of wood acts as a limit stop to confine this coarse sanding to the edges. Then the center part was sanded on the marble block. It still took a long time to get that part to come clean all across its active area. But it had to be done, to insure that the motor works smoothly.
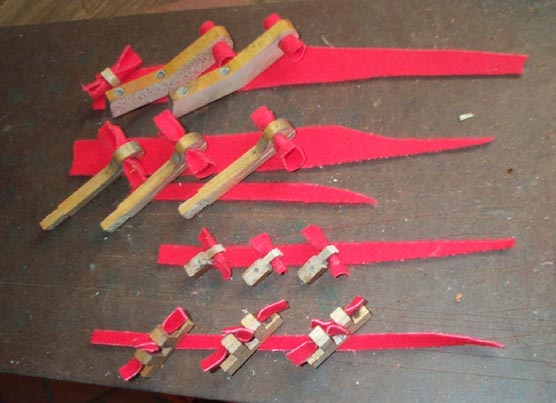
The valve "boxes" are recovered with new cloth, and a strip of bushing cloth is glued to each side. When the valves ride up and down in their guides, the wooden sides of the valves do not ride against the guides; the guides touch only the fuzzy edge of the cloth strips. So they are glued on with about 1/32" of the cloth protruding. Then the ends of the strips are lapped over and glued at an inward angle, to the ends of the valves. Finally these laps are secured with tiny tacks. I have often wondered if piano bridle tacks are the smallest mass produced steel artifacts made. A caster ladle of steel, about 25 minutes production in a modern steel mill, contains enough metal to make 1,664,000,000 of them.



The valve blocks, and the valve surfaces are coated with graphite. Just wet your finger and rub it in. Scrape off any big limps of graphite with your fingernail. It's the water that does the trick; it slightly raises and opens the grain of the wood, allowing the graphite to mingle with the wood fibers. When the wood dries, it will go back flat, with the graphite particles trapped among the surface fibers. Then burnish the mating surfaces by simply rubbing them together. If the sanding was done right, the entire mating surface will become uniformly shiny, showing perfect contact over the whole area.


Later, just for looks, I applied graphite to the rest of the block face, because that was the way it originally was.