Chapter 17.2 - The Primary Valves
In these later model organs, a method was found to do away with leather nuts on valve stems. The valve disk screwed directly onto the threaded valve stem. In order for there to be sufficient "wobble" to allow the valve disk to seat flat against the valve board, and at the same time make the threaded joint strong enough to resist pull-out, various composites were used to make the valves. For the tiny primaries, it was found by soaking an old one apart, that these disks were made of a layer of thin valve leather, backed up with a layer of canvas. The kid skin seat was not strong enough alone to grip the threads, but the added canvas provided enough "tooth" so that the threaded wire would hold. Finally a disk of hard material (originally hard German red pressboard) was glued on to keep the disk flat. This disk had a 1/8" clearance hole in the middle, allowing a small amount of the leather and canvas to flex enough to provide the "wobble". I used Leather Supply House "kid skin" for the seat; canvas from Jo Anne Fabrics, and fiber disks from Superior Washer
The kidskin was glued to the canvas with hot glue. The the disks were glued on. Here is one place where hot glued failed me. The heat and moisture of hot glue caused the new fiber disks to warp slightly. so I used Player Piano Company #320 flexible white glue. The completed disks were punched out, with a 1/2" arch punch centered over the disks.


The problem with any organ valve disks is to punch a center hole which is concentric with the clearance hole in the backup disk. This tool was made out of a scrap of maple. The punching action itself is called in industry "shear punching". The punch wire does not pierce the leather and canvas; it actually drives a tiny disk of the material through some underlying flexible material. That material forms a sort of female die. The valve material shears off, on a line between the punch edge and this "die", just as if there had been a regular set of steel punching dies. In industry, the use a sort of very high Durometer rubber for this. But any stiff material works, but only one time for each punch. I found that some hard Bainbridge #172 Bristol board that I had works. I took several trials to ge the punch diameter ground to the correct diameter, so the hole was large enough to receive the tip of the stem wire, but small enough to get and keep a grip when the threaded part of the stem engaged the valve.

The original stem wires were very corroded, especially
at the point where the original leather was screwed on. Many of the
just broke at that point, when I attempted to disassemble the old primary.
I had new ones made by Valorbs Jewel Co., a precision screw machine shop
near Lancaster, PA. The original rolled thread was 40 pitch,
but that would have cost me a custom set of rolling dies. They kindly
sent me sample of a 56 pitch stem, and i found that it would get just as
good a grip on the valve as the original. I had to get 1000 of them,
so anyone else who need some, get in touch with me. Since all three
stemwires in the instrument (primary, secondary and short secondary for
the cups) have the same end configuration, I had them made long enough
for all three applications. I made a rig to cut them to the correct
length; while I was at it, I made all three kinds at once.

The original wooden buttons at the bottom of the wires were attached by having the ends of the wires swaged flat and driven into the buttons. A problem was that modern wooden buttons have a #13 hole, for new piano and organ threaded goods that are made from #13 wire. This was too loose around the #14 wires, so the hole in the buttons was lined with paper. Ordinary printer paper, about 0.003", was just right to reduce the hole from 0.072" to 0.064" diameter.
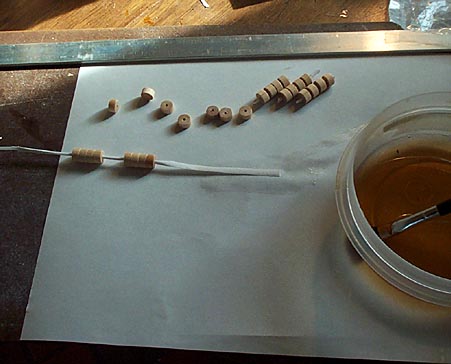
Swaging the wire tips and driving them into the buttons proved difficult and unreliable. It was much easier to dip the wire end into thick shellac and insert them into the buttons. Shellac is one of the few adhesives that sticks equally well to both organic materials and metal. Subsequent twisting and pulling of the valves by their buttons during assembly proved this joint to be very reliable. Finally the follower pad was attached with hot glue. The original was some kind of very stiff purplish felt. Thin green action cloth seemed to be a suitable substitute. The photo shows all three kinds of stems drying.