Chapter 18.4 - The Secondary Valves
The valve composite used for the secondary valves is very different from that in the primaries. The seat surface was rather thicker; I selected Leather Supply House sueded goat. The "thread grabbing" disk was originally some kind of tough cowhide. I tried several kinds of leather until I found one which would be flexible enough, but still grip the threads reliably. On the 16' primaries, I used some of Leather Supply House's thin flap valve leather, which worked fine. But I ran out, and ordered another piece. Unfortunately, this lot came from a machine finished hide, "top grain" rather than "full grain"; that is, the finished surface did not include the tough, closely packed epidermal layer of the skin. It would not hold a threaded wire reliably. After trying several alternatives, I found that L. S. H. "cowhide packing leather" that I had worked. Although this product is also a skiver, that is, does not include the epidermis, it is tanned to be so dense and rubbery, that a threaded wire screwed into a small hole won't pull out except with considerable force. The main difference in this valve, however, is that the leather layers are separated with thin white pallet felt. O. S. I. 9/64" pallet felt, the same as is used throughout the instrument, was the best match. Because the packing leather layer is a bit thicker than the original cowhide, the disks came out a little thicker than the originals, but two of them on the stem still left plenty of room for the gap.
First the back of the sueded goat was painted with hot glue, and the felt layer was attached. A grill scraper makes a handy tool to press the layers together after gluing.


Then one side of the cowhide was glued, and slapped down on the felt/goatskin stack. I used every quarto book in the house to weigh down the pieces so they would be sure to dry flat overnight. In view of my past failures, I made plenty of extra sets.


Again I used white glue to attach the backup disks, to prevent any possible warpage.

The punching of both the center holes and the whole disk presented a unique problem. This was due to the felt layer; it could "shimmy" as shown, somewhat exaggeratedly, below. The center hole could end up crooked, with the exit end of the hole off center, so that the disk ended up at an angle when threaded on the wire. Or the disk would shift as the outline was being punched with an arch punch, resulting in a disk with the seat side not concentric with the back side. Or both.

The problem of crooked center holes was solved by punching them before the individual disks were punched out of the sheet. I figured that while an individual disk could "shimmy", the entire sheet of felt was too stiff as a whole, to shift very much. The whole sheet was glued around the edges to a piece of bristol board, acting to impart greater later stiffness to the composite, and also to form the "anvil" for the shear punching.

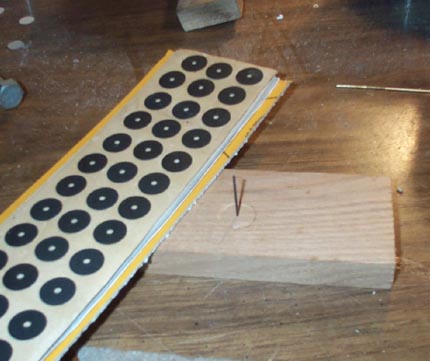
Now one would suppose the same "whole sheet effect" would keep the stack vertical when punching out the disks. But this was not the case. As soon as the punch severed the cowhide layer, the punch was no longer guided by the bulk of the cowhide, and could wander laterally, resulting in a crooked sided disk. To prevent this, I made a board with a #55 drill sticking, up handle end first. This size was found to fit snugly, when the pre punched center hole was slipped over it. Thereby each layer of the disk, as it was cut by the punch, remained one above the other. Also, being able to hold the punch absolutely vertical proved to have a profound effect on the squareness of the finished disks. A hunk of 2 x 6 with a hole in the center reamed out to snugly hold the punch handle, and fitted with four legs, held the punch plumb.

After each disk was punched, it was threaded onto a stemwire, This "tapped" the leather, and formed a handy handle to spin the disk. By doing this, it was easy to see any disks that were not perfectly concentric or flat, and reject them. The lap where the disk seats on the hole is only 1/16", so a high degree of concentricity is mandatory. Even with the measures described above, about 30% of the disks did not pass muster, so make plenty of extra blanks.

I spoiled lots of leather, felt and disks before I could do even this well, so maybe my experience will help someone else to save that wasted effort.